Technologický postup strojovej prípravy lyže / snowboardu
...v profesionálnom lyžiarskom servise KATESPORT - MONTANA®
Pre docielenie 100% kvality servisu lyží a snowboardov je dôležité splniť postupnosť nasledujúcich servisných úkonov:
- 1 Čistenie a oprava sklznice
- 2 Základné predbrúsenie
- 2 Finálne brúsenie
- 3 Uhlovanie bočnej hrany
- 4 Tuning spodnej hrany
- 5 Impregnácia a leštenie
Dnešné technologicky vyspelé lyže si zaslúžia i rovnako vyspelý servis.
Na našich strojoch MONTANA dostávate len vysokú kvalitu a presnosť spracovania.
1 Čistenie a oprava sklznic
-
- prebrúsenie plochy sklznice na brúsnom páse (zr. 80 – 100) bez prítlaku slúži k odstráneniu starého vosku a k zvýrazneniu potrebných miest budúcej opravy
- dokonalé odmastenie sklznice, pred jej opravou použijeme odstraňovač vosku
- mechanické vyčištenie poškodenej sklznice (škrabance a rýhy) zaručí dokonalé spojenie novo natavovaného P–tex materiálu s pôvodnou sklznicou
- použitím ručných pištolí nebo strojních extruderov Montana nanášame na plochu sklznice len nevyhnutnú vrstvu taveného polyetylénu. Takto natavená plocha môže byť okamžite brúšená na brusnom kameni, nieje potrebné jej zbrúsenie ručným náradím
- prebrúsenie plochy sklznice na brúsnom páse (zr. 80 – 100) bez prítlaku slúži k odstráneniu starého vosku a k zvýrazneniu potrebných miest budúcej opravy



2 Základné prebrúsenie
-
- Ideálnu optickú rovinu sklznice a spodnej hrany docielime len brúsením pomocou brúsneho kameňa s konštantným prítlakom a rýchlosťou posuvu. Dosiahnutie ideálnej optickej roviny je predpokladom pre presné uhlovanie hrany – geometrie hrany.
- Spravidla používame základnú lineárnu štruktúru strednej hrubosti, slúží k väčšiemu odberu materiálu z plochy sklznice i hrany (individuálne podľa potreby) a zároveň k odstráneniu navareného polyetylenu.
- Brúsením na brúsnom kameni docielime nejlepšiu kĺznu vlastnosť sklznice. Len brúsny kameň ponúka rôzne variácie finálnych štruktúr (závodný servis).
- Ideálnu optickú rovinu sklznice a spodnej hrany docielime len brúsením pomocou brúsneho kameňa s konštantným prítlakom a rýchlosťou posuvu. Dosiahnutie ideálnej optickej roviny je predpokladom pre presné uhlovanie hrany – geometrie hrany.
Porovnanie výsledkov brúsenia na brúsnom páse / kameni:
| Brúsny pás | Brúsny kameň |
| Plošné brúsenie sklznice | Absolútna rovina brúsenia plochy sklznice |
| Sklznica je „chlpatá“ | Hladká plocha sklznice |
| Náhodná štruktúra – pás | Presná štruktúra s voliteľnými parametrami |
| Priemerná kĺzna vlastnosť | Excelentná kĺzna vlastnosť po dlhú dobu |
2 Finálne brúsenie
-
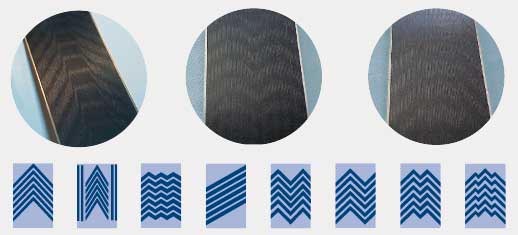
- Na ideálne rovnú plochu sklznice „rysujeme“ finálnu štruktúru opäť použitím brúsneho kameňa s obmenou rýchlosti jeho otáčok, rýchlosti posuvu a prestavenia povrchovej štruktúry – orovnanie kameňa diamantom.
- Podľa charakteru lyže volíme adekvátny typ požadovanej štruktúry – lineárnu, kombinovanú alebo variálnu.
- Na základe zmeny parametrov jednotlivých premenných – rezná rýchlosť, advanc a rýchlosť diamantu, brúsna rýchlosť kameňa, rýchlosť posuvu, nastavenie tlakovej krivky pre brúsenie plochy – ďalej sme schopní ovplyvniť tvar, hrúbku a sklon jednotlivých šrafov – „banánikov“ (základna skladba štruktúry).
- Jednotlivé štruktúry sa delia na hrubé, stredné a jemné.
- Pre kombinované a variálne štruktúry (závodný program) je dôležité dokonalé vyhladenie plochy použitím nižších otáčok brúsenia s minimálnym advancom diamantu a nižšou rýchlosťou posuvu slúží k dokonalému vyhladeniu sklznice po základnom predbrúsení a zároveň príprave pre závodnú štrukturu
- Pretekárska štruktúra je „rysovaná“ len jednosmerným brúsením špička – pätka, 1 cyklus.
- Na ideálne rovnú plochu sklznice „rysujeme“ finálnu štruktúru opäť použitím brúsneho kameňa s obmenou rýchlosti jeho otáčok, rýchlosti posuvu a prestavenia povrchovej štruktúry – orovnanie kameňa diamantom.
3 Uhlovanie bočnej hrany
-
- Uhol bočnej hrany závisí na type a charaktere použitia lyže/snowboardu, skúsenosti užívateľa a tvrdosti podložky.
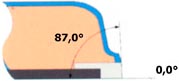 Bočné úhlovanie hrany – základné uhlovánie sa prevádza pomocou brúsneho pásika v rozsahu 89 – 87°. Správne zvolený uhol zabezpečuje dokonalý kontakt hrany so snehovou podložkou v priebehu celého oblúka v závislosti na charaktere lyže.
Bočné úhlovanie hrany – základné uhlovánie sa prevádza pomocou brúsneho pásika v rozsahu 89 – 87°. Správne zvolený uhol zabezpečuje dokonalý kontakt hrany so snehovou podložkou v priebehu celého oblúka v závislosti na charaktere lyže.- Všeobecnú podmienku uhlovania hrany musí splňovať celkový uhol hrany, ktorý nieje nikdy väčší než 88,5°.
- Pravidelne uhlovaná hrana v celej jej dĺžke (od špičky k päte) je dosiahnuteľná len pri brúsení hrany brúsnym pásikom cez klznú keramickú podložku.
Klzná keramická podložka:
- Plnohodnotný carvingový efekt = presne zuhlovaná hrana v celej jej dĺžke od špičky k päte.
- Geometria kĺznej podložky zaručuje konštantný uhol brúsenia bočnej hrany.
- Premenlivá rýchlosť = kontrolovateľná účinnosť brúsenia.
- Konštantný odber materiálu z plochy hrany vrátane bočnej ochrannej lamely hrany.
- Minimálnaí hĺbka narušenia hrany vďaka rôznym hrubostiam brúsneho pásika.
- Po brúsení vznikne horizontálna štruktúra hrany.
- Pre závodný servis je základne pripravená (nauhlovaná) bočná hrana ešte vyleštená pomocou brúsneho kameňa – tuning bočnej hrany. Slúži k docieleniu ostrého vrcholu uhlu hrany a zároveň k jej vyhladeniu, teda vymazaniu štruktúry po brúsnom pásiku.
- Uhol bočnej hrany závisí na type a charaktere použitia lyže/snowboardu, skúsenosti užívateľa a tvrdosti podložky.
4 Tuning spodnej hrany
-
- Konštantný odklon – tuning spodnej hrany smerem od podložky je možný len na základe presnej roviny sklznice a hrany. Slúži k prenosu účinnosti bočného uhlu hrany na snehovú podložku hlavne pri jazde po hrane pri carvingovom oblúku, zabraňuje nežiadúcemu zarezávaniu hrán.
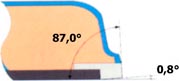 Tuning hrany sa prevádza v rozsahu 0.4 – 0.8° pomocou paralelných brúsnych kameňov s konštantným uhlom sklonu, pomocou rýchlosti posuvu a jeho tlaku.
Tuning hrany sa prevádza v rozsahu 0.4 – 0.8° pomocou paralelných brúsnych kameňov s konštantným uhlom sklonu, pomocou rýchlosti posuvu a jeho tlaku.- Radiálny tuning - premenlivý uhol (0.4 - 0.8°) odklonu spodnej hrany od sklznice. Podstata premenlivého uhlu odklonu súvisí s možnosťou nastavenia väčšieho odklonu hrany v oblasti max. šírky lyže (špička a päta) a naopak v najužšej - stredovej časti pod lyžiarkou zase naopak čo najnižší uhol.
- Podbrúsením – vyleštením spodnej hrany zároveň odstránime zbytkový otrep vzniknuitý pri bočnom brúsení
- Veľkosť odklonu záleží na počte cyklov brúsnia alebo na tlaku posuvu.

- Kvalita prevedenia tuningu spodnej hrany nezávisí na šírke lyže v oblasti špičky (najširšie miesto).
- Kvalitne prevedený tuning nezanechá žiadnu štruktúru na ploche spodnej hrany. Tuning sa provádza v rovnakom smere ako kĺzny smer lyže (špička – päta).
- Uhol podbrúsenia je konštantný v celej dĺžke lyže.
- Podbrúsenie sa prevádza len na celej d´žke lyže (špička, vrátane päty)
- V prípade uhlu podbrúsenia <=0.8° nedôjde k brúseniu okraja sklznice.
Funkčná ostrosť hrany je otázkou správného nauhlovania, nie domienky vzniknutej pri porezaní sa hranou do prsta…
5 Impregnácia a leštenie
-
- Samotné brúsenie je vždy veľkým zásahom do jednotlivých pórov sklznice. Základná impregnácia je veľmi potrebná k hĺbkovej ochrane pórov a zaisteniu elasticity.
- Ideálnym spôsobom nanášania vosku je nanášanie prostredníctvom teplého voskového kúpeľa, vďaka ktorému je sklznica schopná absorbovať čo nejväčšie ale zároveň i najnutnejšie množstvo vosku – pri mazaní za studena je táto schopnosť vylúčená.
- Odstránenie nadbytočného vosku z plochy sklznice prevádzame mechanickým spôsobom pomocou nylonových kartáčov alebo filcových pásov pre polishing, ktoré sú dostatočne mäkké tak, aby nepoškodili – neotupili vrchol uhlu hrany.
- V prípade dobre zvolenej a provedenej štrukturácie sklznice je vosk chápaný len ako sekundárny proces pre impregnáciu, nie ako spôsob, ako docieliť výraznú zmenu kĺznych vlastností lyže.
Voskovanie za sucha:

Rotačný kartáč je zahrievaný horúcim vzduchom cca 100°C a zároveň napúšťaný voskom. Funkciou druhého rotačného kartáča je leštenie impregnovaného vosku na ploche sklznice.
Voskovanie teplým kúpeľom:
 Rotačný valec so špeciálnou gumovou lamelou sa po obvode ponoruje do horúceho vosku, ktorého teplota je regulovateľná termostatom.
Rotačný valec so špeciálnou gumovou lamelou sa po obvode ponoruje do horúceho vosku, ktorého teplota je regulovateľná termostatom.Hrúbka impregnačnej vrstvy vosku je regulovateľná pomocou stahovacej lišty. Následným ťahom lyže / snowboardu proti smeru rotácie valca dochádza k prenosu rozohriateho vosku nielen na plochu, ale i do jednotlivých pórov sklznice.
Leštenie plochy sklznice sa provádza po vychladnutí vosku pomocou špeciálneho fibrového pásu na brusnom stroji (Montana LC Snowboard).